JINGJI精機比例方向閥4BEYC-E10B 4BEYC-G10B 4BEYC-H10B
注塑機塑料成型設(shè)備液壓系統(tǒng)的工作原理。

該主塑機是美國某公司生産的55t塑料成型設(shè)備,該機采用了插裝技術(shù)、負載傳感功率匹配及計算機液壓馬達系統(tǒng)控制技術(shù)。
電液比例控制系統(tǒng)及其工作原理:
該注塑機的電液比例控制系統(tǒng)原理圖如圖1所示。該液壓系統(tǒng)由液壓泵、注塑油路塊及合模油路塊等三個主要部分組成。
液壓泵1是整個系統(tǒng)的能源,其任務(wù)是向噴嘴移動液壓缸、合模液壓缸、預(yù)塑螺桿液壓馬達、注塑液壓缸和頂出液壓缸等液壓器提供液壓油,完成各種工作循環(huán)。該液壓泵為壓力補償負載傳感軸向變量柱塞泵。變量活塞2和3控制泵的變量,泵內(nèi)附有負載傳感閥5和壓力補償閥4。閥5接受執(zhí)行元件的負載壓力信號,進而控制變量活塞的位移,實現(xiàn)變量。閥4直接受泵出口壓力油的作用,當壓力超過其彈簧調(diào)定值時,通過控制變量活塞位移,使泵的流量減小,實現(xiàn)限壓。
系統(tǒng)中的大部分液壓閥安裝在一集成油路塊上。插裝閥6為系統(tǒng)的主溢流閥,與遠程溢流閥7一起,作為系統(tǒng)的安全閥;閥6還可經(jīng)二位四通電磁換向閥14由電液比例溢流閥15對泵的工作壓力進行遙控無級調(diào)節(jié)。三位四通電磁換向閥10用于控制噴嘴缸的往複移動方向。具有節(jié)流功能的電液比例換向閥9,用于控制預(yù)塑螺桿馬達、頂出缸及注塑缸的運動方向及速度。插裝閥13與閥15 -起,對注塑缸的注射壓力進行無級控制。三位四通電磁換向閥16用于控制注塑缸的運動方向。梭閥11作為負載壓力檢測閥,將負載壓力經(jīng)二位四通電磁換向閥8右位反饋至負載傳感閥5,使泵在負載傳感方式下工作;當閥8切換至左位時,泵的壓力油經(jīng)閥8作用于閥5的上端液控口,從而使泵轉(zhuǎn)為在壓力補償方式下工作。
合模油路塊中(圖中未詳細畫出)設(shè)有與閥9相同的電液比例方向閥以及其他液壓閥共7個,以控制合模缸,實現(xiàn)注塑模的啟閉和鎖模動作。為了滿足快速啟閉模動作要求并減小液壓泵的容量,在合模缸油路上設(shè)有一個充液油箱。合模油路塊安裝在注塑機側(cè)面,并通過管道與液壓泵和液壓缸相連。
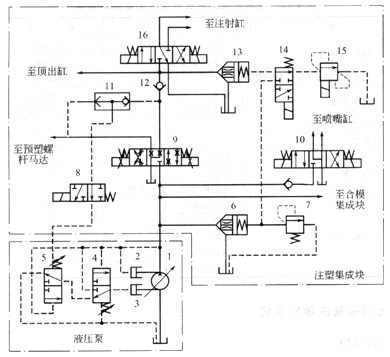
圖1注塑機的電液比例控制系統(tǒng)原理圖
1-變量液壓泵;2、3一變量涌塞;4-壓力補償閥,5-負載傳感閥,6-插裝閥(主溢流閥); 7-遠程調(diào)壓溢流閥;8-二位四通電磁換向閥;
9-比例換向閥;10-三位四通電磁換向閥; 11-梭閥,2-單向閥;13-插裝閥;14-二位四通電磁換向閥;15-電液比例溢流閥; 16-三位四通電磁換向閥
系統(tǒng)的控制和調(diào)節(jié)原理如下:
該系統(tǒng)中的液壓泵有負載壓力傳感和壓力補償兩種可選控制方式,兩種方式的轉(zhuǎn)換由閥8實現(xiàn)。負載傳感控制方式時,閥8處于右位(圖示位置),由梭閥11檢測到的負載壓力作用在閥5上端液控腔,與泵的供油壓力進行比較,隻要供油壓力與負載壓力之差(亦即閥9作為節(jié)流閥的前后壓差)等于閥5的設(shè)定壓力(1. 8MPa),則泵的兩變量活塞3和4就處于某一相應(yīng)平衡位置,泵1的輸出流量正好與閥9的??度所通過的負載流量相匹配和適應(yīng),從而實現(xiàn)了節(jié)能,并保證了執(zhí)行器(預(yù)塑螺桿馬達)具有良好的速度負載特性。
注塑時,閥8的電磁鐵通電切換至左位,液壓泵l轉(zhuǎn)入壓力補償控制方式工作。泵的供油壓力隨著注塑過程的延續(xù)而增加,當泵壓大于壓力補償閥4的設(shè)定壓力(17MPa)時,閥4迅速切換至上位,壓力油進入變量活塞3,使泵的流量減小,實現(xiàn)限壓。
此外,液壓系統(tǒng)中的合模缸和注塑缸油路各設(shè)兩個壓力傳感器(圖中未畫出),以檢測油路工作壓力。各液壓缸的外部設(shè)有缐性電位差計用以檢測缸的工作位置。檢測到的壓力和位置送入計算機,并由計算機對系統(tǒng)的動作過程進行閉環(huán)自動控制。用戶可根據(jù)注塑件大小、注射時間、工作壓力等在10組可選的給定值中通過控制面闆進行選擇;還可通過顯示器對注塑機的工作過程進行觀測。
技術(shù)特點 :
①該系統(tǒng)采用變量泵供油,通過負載傳感實現(xiàn)液壓泵與執(zhí)行器的功率匹配,高效節(jié)能。
②采用插裝閥技術(shù),系統(tǒng)通流能力大,反應(yīng)快,密封性能好。
③采用電液比例方向閥實現(xiàn)執(zhí)行器的方向和速度的複合控制,以滿足注塑機不同工況對流量的要求,實現(xiàn)比例控制。
④通過計算機實現(xiàn)整個系統(tǒng)的電液比例閉環(huán)控制技術(shù)集于一體,控制精度和自動化程度高。

3DSF-L10/12
4BEYA-E10B ,4BEYA-G10B,4BEYA-H10B
4WE6G54/CG24NZ4,4WMR10D30/
6060-DL1,7060-DL1
BEYA-G10B
BUCG-03,BUCG-06-B-10
BY-E20B ,BY-G20B ,BY-G4B ,BY-H10B
BYMD-E10B ,BYMD-E10BJZ ,BYMD-E10B-JZ ,BYMD-E10BNJZ
BYM-G10B,BYM-G4B ,BYM-H4B
BYMO-E10B
BYXD-G20B
BYX-G10B ,BYX-G20B,BYX-G20B ,BYX-G4B ,BYX-G4B-XC,BYX-H4B
DB10-1-30/10 ,DB20-1,DB30-2-30/31.5
DBDH-6P-10/10,DBDH-6P-10/25
DBDS-10P-10/1,DBDS-10P-10/25
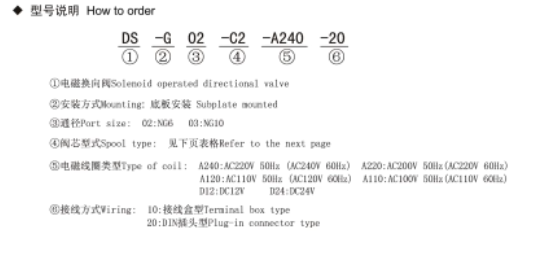
DS-G02,DS-G02-B20-D24,DS-G02-B2-A240,DS-G02-B2-D24,DS-G02-B2-D24-20,DS-G02-B2S-A240-20
DS-G02-C2-A240,DS-G02-C2-D24,DS-G02-C3-D24,DS-G02-C4-A240,DS-G02-C4B-D24,DS-G02-C4-D24
DS-G02-C5S-A110-10,DS-G02-C6-D24,DS-G02-C9-A110-10 ,DS-G03-B2-D24,DS-G03-C2-D24-20
DS-G03-C4-D24-20,DS-G03-C6-D24,DS-G03-C6-D24-20
DSPG-01-C-D24-10
DSY-G06-C3-ET-A110-10
EFBG-03-125-C,EFBG-03-160-C,EFBG-03-80P
FCG-02-30-N-10
HCG-06-A2-P-10 ,HCG-06-B4
LS-G03-C2-D24
MBA-01-C-10,MBA-01-H-10,MBA-03-B-10,MBA-03-H-10
MBB-01-C-10,MBB-01-H-10,MBB-03-B-10,MBB-03-H-10
MBP-01-C-10,MBP-01-H-10,MBP-03-B-10,MBP-03-H-10
MFW-01-Y-10
MHP-01-B-10,MHP-01-C-10,MHP-01-H-10,MHP-03-B-10,MHP-03-C-10,MHP-03-H10
MPA-01,MPA-03,MPA-06
MPB-01,MPB-03,MPB-06
MPW-01,MPW-03,MPW-06
MSW-01-X-10 ,MSW-01-Y-10
Q1-10B,Q1-10BG ,QI-10B ,QI-10BG
RCG-03-B-10,RCG-03-C-10,RCG-03-H-10,RCG-06-B-10,RCG-06-C-10,RCG-06-H-10
S-BSG-03-2B3A-A220-N-L-10,S-BSG-03-2B3A-A220-N-R-10,S-BSG-03-2B3B-A220-N-L-10
S-BSG-03-2B3B-A220-N-R-10,S-BSG-03-2B3B-DC24-N-L,S-BSG-06-2B3A-D24-N-L-10
S-BSG-06-2B3A-D24-N-R-10,S-BSG-06-2B3B-D24-N-L-10,S-BSG-06-2B3B-D24-N-R-10
SL10GA1 ,SL10GA2 ,SL10GA3
SRCG-03-10 ,SRCG-06-10
SV10GA1 ,SV10GA2 ,SV10GA3
Z2FS10-20S2,Z2FS6-30,Z2FS6-30/S2,Z2FS6-30S2
本文由蘇州逐利機電整理發(fā)布,如需轉(zhuǎn)載請瀏覽來源及出處,原文地址:http://www.chinametalrecycle.com/yyf/252.html






消息")
留言信息